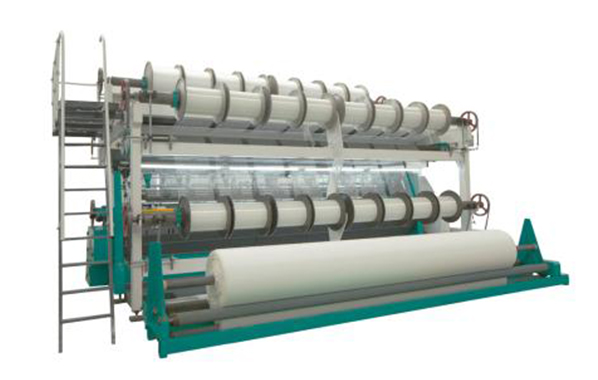
经编机主要由编织机构、梳栉横移机构、送经机构、牵拉卷取机构和传动机构组成,另外具备提花功能的经编机,还需配置专门的贾卡装置,用来实现提花选针。
经编机的工艺分析
1. 梳栉横移的工艺要求:
按织物组织结构进行横移,横移量应是针距的整数倍;
横移必须与摆动(主轴)密切配合;
当导纱针摆动至针平面时,梳栉不能进行横移,否则发生撞针;
梳栉横移运动符合动力学要求;
目前采用电子凸轮控制代替传统的链块和机械凸轮方式,为此市面上出现了专门的电子横移控制系统。
2. 送经的工艺要求:
在编织过程中控制系统应按照工艺要求的送经量在规定的横列数内准确地输出规定长度的纱线,即经轴电机必须随主轴的角位移量变化和经轴盘头当时的外周长来确定经轴电机的角位移量即送经量;
目前采用电子齿轮控制代替传统的机械方式,市面上有单独的电子送经控制系统。
3. 贾卡控制的工艺要求
在编织过程中控制系统应按照工艺要求的动作在规定的触发角度准确地把贾卡针块的对应针位实现左、右偏。
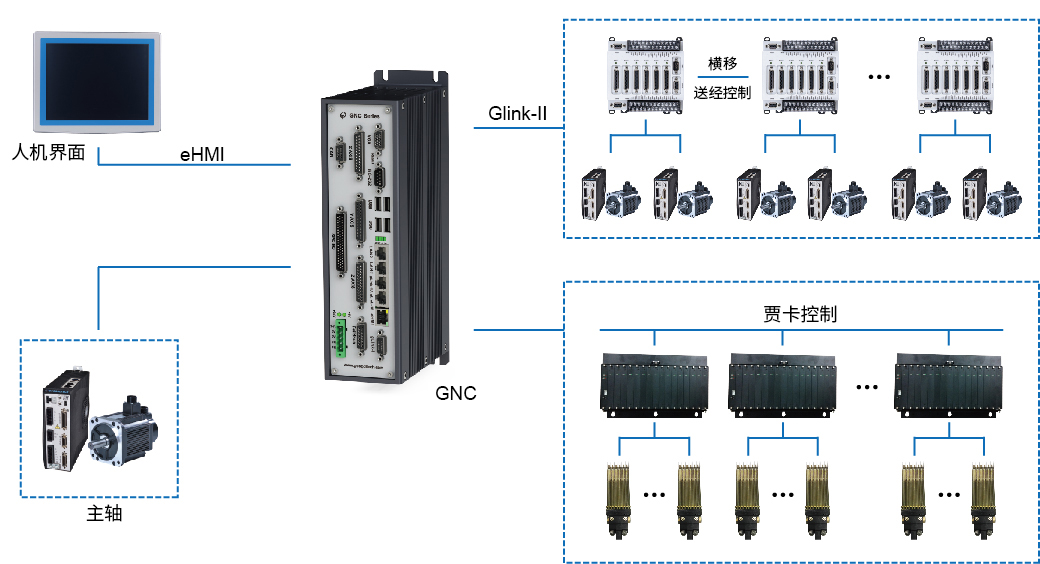
系统特点
● 基于X86+DSP+FPGA架构的主控单元,实际可控制电机轴25个;
● 轴具备电子齿轮、电子凸轮功能;
● 集电子控制的送经、横移、贾卡、牵拉卷取等功能于一体;
● 可实现32个贾卡控制箱的控制(即控制1024把贾卡梳);
● 具备掉电数据保护功能,上电后能自动连续编织;
● 支持以太网连接,可以多台设备组网互联,实现远程监控及信息交换;
● 可扩展性强,另有CAN接口、RS232等接口,方便扩展其他功能。
系统优势
● 采用运动控制器,在处理数据和实现复杂控制策略上更具优势。对于同样配置的机型,较其他控制方案生产效率提升20%以上;
● 真正实现送经、横移和贾卡控制三合一,软件操作更加简单,系统运行更加稳定可靠;
● 基于运动控制器带有多种误差补偿方案,可以弥补在一定范围内的机械不足,减少调试和装配工作量;
● 集成信息管理系统,所有联网机台的生产信息可以实时传到云端,通过对数据的分析处理,可以让生产管理者直观的看到生产情况,从而更加有效地做好生产调度。